Faserlaserschneiden vs. Plasmaschneiden: Bearbeitung dünner Metallbleche
2026-03-16




In der metallverarbeitenden Industrie findet die Dünnblechverarbeitung breite Anwendung in Branchen wie der Herstellung von Schaltschränken und Gehäusen für Elektrogeräte, Küchengerätegehäusen, Möbeln und dekorativen Metallkomponenten sowie Automobilteilen.
Die Bearbeitung dünner Bleche mag zwar einfach erscheinen, erfordert aber hohe Präzision beim Schneiden, minimale Wärmeeinflusszonen, hohe Schnittgeschwindigkeiten und geringe Nachbearbeitungskosten. Eine ungeeignete Prozesswahl kann zu Problemen wie Blechverformung, rauen Kanten, starker Schlackenbildung und dem Bedarf an zusätzlichem Schleifen und Polieren führen.
Die beiden gängigsten Technologien sind derzeit das Faserlaserschneiden und das Plasmaschneiden. Diese Verfahren unterscheiden sich deutlich hinsichtlich Schnittqualität, Geschwindigkeit, Kosten und Materialeignung. Dieser Artikel bietet einen systematischen Vergleich anhand mehrerer wichtiger Kriterien, um verarbeitende Unternehmen bei der Auswahl der passenden Ausrüstung zu unterstützen.
Wie Faserlaserschneiden und Plasmaschneiden funktionieren
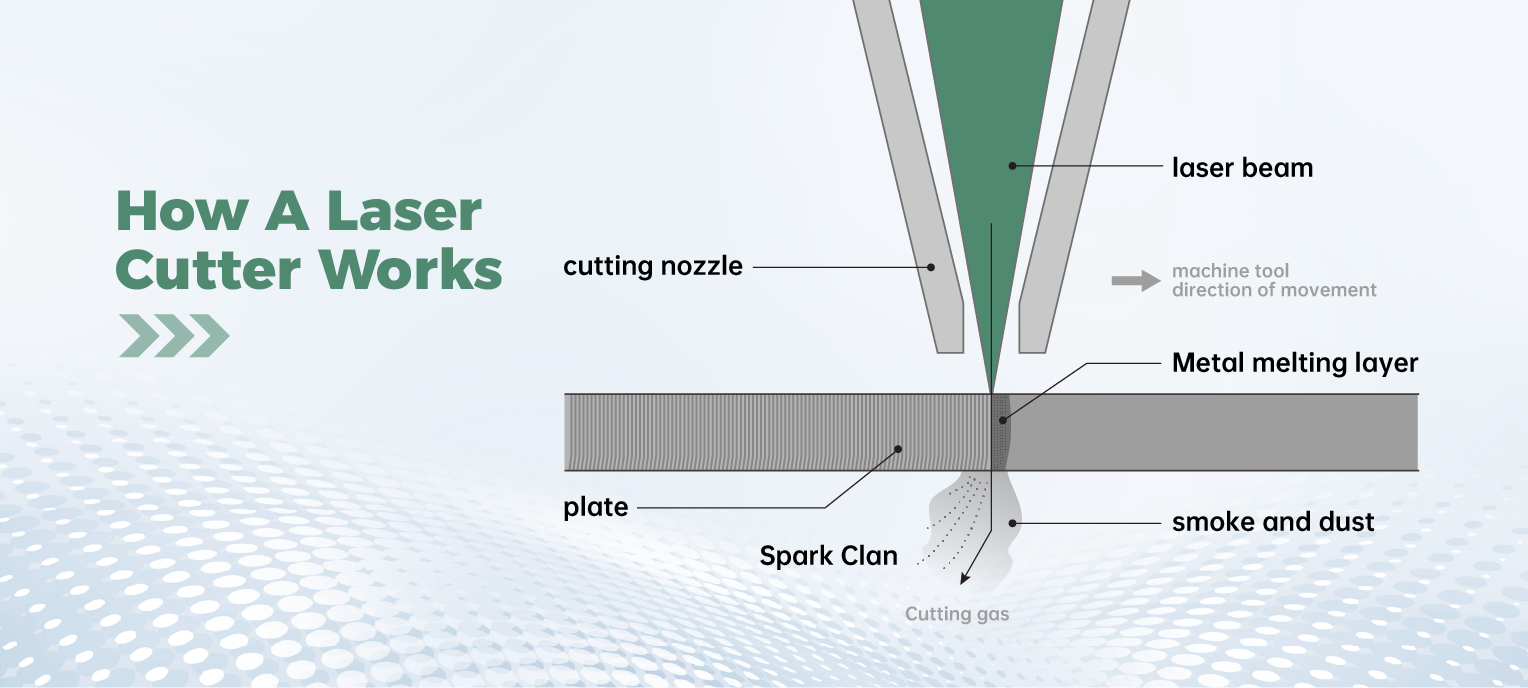
Laserschneiden ist ein hochpräzises thermisches Bearbeitungsverfahren. Beim Faserlaserschneiden wird ein hochenergetischer Laserstrahl durch optische Fasern geleitet und anschließend mittels einer Linse auf einen extrem kleinen Punkt fokussiert. Dies führt zu einem lokalisierten, sofortigen Schmelzen des Materials, wobei das geschmolzene Metall durch ein Hilfsgas abgeführt wird. Das Verfahren zeichnet sich durch eine extrem hohe Energiedichte, schmale Schnittfugen und minimale Wärmeeinflusszonen aus.
Beim Plasmaschneiden wird ein Hochtemperatur-Lichtbogen erzeugt. Dabei wird Gas ionisiert, wodurch ein Plasma-Lichtbogen entsteht, der das Metall schmilzt und das geschmolzene Material durch einen Hochgeschwindigkeits-Gasstrom ausstößt. Dieses Verfahren bietet eine hohe Schneidleistung und eignet sich auch für dickere Metallplatten.
Während beide Technologien bei Anwendungen mit dicken Blechen Vorteile bieten, werden ihre Unterschiede besonders deutlich bei der Verarbeitung dünner Bleche.
Faserlaserschneiden vs. Plasmaschneiden
1. Vergleich der Schnittqualität
Bei der Dünnblechverarbeitung steht die Schnittqualität oft im Vordergrund der Bemühungen der Unternehmen.
Die wichtigsten Unterschiede spiegeln sich in folgenden Aspekten wider:
| Merkmal | Faserlaserschneiden | Plasmaschneiden |
| Schnittgenauigkeit | Extrem hohe Positionierungsgenauigkeit. | Geringere Präzision, aber größerer Toleranzbereich. |
| Schnittbreite | Schmal (0,1–0,3 mm) | Breit (1–2 mm) |
| Schnittbreite | Schmale Schnittfuge, typischerweise <0,1 mm. | Größere Schnittfugenbreite, etwa 1–2 mm. |
| HAZ | Minimal (<0,1 mm) | Größer (0,5–1 mm) |
| Kantenqualität | Glatte, saubere Kanten ohne Grate. | Kann Schlacke oder raue Kanten hinterlassen, die nachgeschliffen oder nachbearbeitet werden müssen. |
| Rechtwinkligkeit der Kante | Nahezu 90° | Neigt zum Abschrägen |
| Schlackenbildung | Praktisch keine Schlackeneinschlüsse. | In der Regel ist eine Nachreinigung erforderlich. |
Bei Präzisionsbauteilen aus dünnen Blechen oder Produkten, die eine direkte Montage erfordern, bietet das Faserlaserschneiden deutliche Vorteile hinsichtlich der Qualität.
2. Vergleich der Schnittgeschwindigkeit
In modernen Fertigungsanlagen wirkt sich die Produktionseffizienz direkt auf die Stückkosten aus.
Nachfolgend ein Vergleich der Schnittgeschwindigkeiten eines 6-kW-Faserlaserschneiders und einer 170-A-Plasmaschneidanlage beim Schneiden von 5–15 mm dicken Kohlenstoffstahlplatten:
Material und Dicke | Faserlaser-Schneidgeschwindigkeit (m/min) | Plasmaschneidgeschwindigkeit (m/min) |
5 mm Kohlenstoffstahl | 4.2-6 | 2.32 |
| 10 mm Kohlenstoffstahl | 1,8-2,3 | 2,68 |
| 15 mm Kohlenstoffstahl | 0,8-1,2 | 2.27 |
Es ist offensichtlich, dass Faserlaserschneidmaschinen beim Schneiden von Blechen mit einer Dicke von 5 Millimetern oder weniger deutlich schneller arbeiten als Plasmaschneidmaschinen.
Beim Schneiden von Blechen mit einer Dicke von 10 Millimetern oder mehr erreichen Plasmaschneidanlagen jedoch höhere Betriebsgeschwindigkeiten. Für Unternehmen mit hohem Produktionsvolumen wirkt sich dieser Effizienzunterschied direkt auf die Produktionskapazität und die Lieferzeiten aus.
3. Kostenvergleich
Typischerweise erfordern Faserlaserschneidanlagen höhere Anfangsinvestitionen, während Plasmaschneidanlagen kostengünstiger sind. Die Anschaffungskosten der Geräte machen jedoch nur einen Teil der Gesamtausgaben aus; die langfristigen Betriebskosten verdienen besondere Beachtung.
| Eigenschaften | Faserlaserschneiden | Plasmaschneiden |
| Verbrauchskosten | Weniger bewegliche Teile, längere Düsenlebensdauer und minimaler Wartungsaufwand. | Elektroden und Düsen müssen häufig ausgetauscht werden, was zu laufenden Verbrauchskosten führt. |
| Instandhaltungskosten | Geringere Wartungskosten. | Die tägliche Wartung ist häufig und erfordert eine regelmäßige Inspektion der Elektroden und des Lichtbogensystems. |
Hinzu kommen weitere Bearbeitungskosten – ein Faktor, der von vielen Unternehmen oft übersehen wird. Das Plasmaschneiden dünner Bleche führt typischerweise zu Folgendem:
Schlackenanhaftungen, Grate und raue Kanten können auftreten. Diese Probleme erfordern zusätzliches Schleifen, Entgraten und Oberflächenbearbeiten, während das Laserschneiden in der Regel einen direkten Übergang zum nächsten Bearbeitungsschritt ermöglicht.
4. Vergleich der Materialkompatibilität
Unterschiedliche Werkstoffe weisen unterschiedliche Eignungsgrade für Schneidtechnologien auf.
Kohlenstoffstahl: Beide Technologien sind anwendbar, aber das Laserschneiden liefert eine überlegene Qualität.
Edelstahl: Beim Laserschneiden werden hervorragende Ergebnisse erzielt, während beim Plasmaschneiden eine minderwertige Oberflächenqualität entsteht.
Hochreflektierende Materialien (Aluminium, Kupfer usw.): Laserschneiden erfordert spezielle Konfigurationen (hohe Leistung oder kundenspezifische Optiken). Plasmaschneiden kann Aluminium bearbeiten, liefert aber in der Regel eine geringere Qualität als Laserschneiden und ist für hochreflektierende Metalle wie Kupfer weniger geeignet.
Verzinkter Stahl: Laserschneiden ermöglicht eine stabile Bearbeitung, während Plasmaschneiden häufig giftige Dämpfe erzeugt.
Daher bieten Laser in Umgebungen, in denen mehrere Materialien verarbeitet werden, eine überlegene Anpassungsfähigkeit.
Vorteile von AORE- Faserlaserschneidmaschinen bei der Dünnblechbearbeitung
AORE hat zahlreiche technische Optimierungen für die Hochgeschwindigkeits-Dünnblechverarbeitung implementiert, die eine herausragende Effizienz und Stabilität ermöglichen.
In der Praxis finden AORE-Laserschneidmaschinen breite Anwendung in der Herstellung von Elektroschränken, Metallmöbeln und dekorativen Metallarbeiten. Diese Branchen erfordern typischerweise hohe Präzision, hohe Effizienz und die Fertigung großer Stückzahlen, wobei AORE-Maschinen eine gleichbleibende Bearbeitungsqualität gewährleisten.
Ein repräsentatives Beispiel ist die Baureihe der AORE PU Fully Protective High-Speed Sheet Laser Cutting Machine, die deutliche Vorteile in Bezug auf Geschwindigkeit, Stabilität und Automatisierung bietet.
Die hochsteife Bettkonstruktion und das Hochgeschwindigkeits-Portalbewegungssystem eignen sich ideal für die Hochgeschwindigkeitsbearbeitung dünner Bleche.
Die leichte Trägerkonstruktion minimiert die Trägheitseffekte bei Hochgeschwindigkeitsbetrieb.
Ein Servosystem mit hoher Dynamik gewährleistet Präzision beim Schneiden komplexer Konturen.
Die vollständig geschlossene Schutzkonstruktion minimiert nicht nur das Austreten von Rauchgasen und verbessert so die Bedingungen in der Werkstatt, sondern erhöht auch die Betriebssicherheit.
Wie Sie das richtige Unternehmen für Ihre Dünnblechverarbeitung auswählen
Aus der obigen Analyse geht hervor, dass Blechlaserschneidmaschinen bei der Bearbeitung dünner Bleche in folgenden Aspekten deutliche Vorteile bieten:
Wenn Ihre Anforderungen lauten:
Für hochwertige Schnitte → Wählen Sie eine Faserlaserschneidmaschine
Vorwiegend Bearbeitung dicker Bleche bei begrenztem Budget → Plasmaschneidanlagen in Betracht ziehen
Dünnbleche bilden das Kerngeschäft → Faserlaserschneidmaschinen bieten eine höhere langfristige Wettbewerbsfähigkeit
Für Unternehmen, die eine Modernisierung ihrer Anlagen oder eine Kapazitätserweiterung planen, werden Stichproben-Schneidversuche empfohlen, um genauere Prozessdaten zu erhalten.
Das technische Team von AORE kann Ihnen Empfehlungen und Dienstleistungen zur Geräteauswahl anbieten, die auf Ihren Materialarten, Blechdickenbereichen und Produktionsvolumenanforderungen basieren.

Häufig gestellte Fragen
Ist ein Faserlaser das richtige Werkzeug zum Schneiden dünner Edelstahlbleche?
Ja, und sie liefern hervorragende Ergebnisse. Faserlaserschneider ermöglichen höhere Schnittgeschwindigkeiten mit glatten, sauberen Kanten und minimalen Graten. Daher finden sie breite Anwendung in der Herstellung von Küchengeräten, Dekorationsartikeln und Medizinprodukten.
Wie schneidet man folienbeschichtete Bleche sauber?
Für diese Aufgabe werden in der Regel Faserlaserschneidmaschinen empfohlen. Um Beschädigungen der Beschichtung zu vermeiden, bearbeiten Sie zuerst die beschichtete Seite mit der unbeschichteten Seite nach unten. Installieren Sie pneumatische Vorrichtungen an der Unterseite, um Kratzer durch die Maschinenhalterungen zu verhindern. Positionieren Sie den Laserkopf ca. 10 mm über dem Material, reduzieren Sie die Leistungseinstellungen, führen Sie einen Vordurchschnitt durch, um die Schutzfolie entlang des Schnittpfads zu entfernen, und führen Sie anschließend den endgültigen Schnitt aus.
Wie schneidet man komplizierte Formen in Blech?
Laserschneidmaschinen eignen sich dafür. Für das Schneiden komplexer Formen in dünnen bis mittelstarken Blechen ist Laserschneiden in der Regel die beste Technologie. Es liefert außergewöhnliche Präzision, schmale Schnittfugen und saubere, gratfreie Kanten, wodurch oft eine Nachbearbeitung entfällt.
Was ist eine Wärmeeinflusszone (WEZ)?
Die Wärmeeinflusszone (WEZ) ist der Bereich auf einer Metalloberfläche, der nicht geschmolzen ist, aber aufgrund der beim Schweißen oder Schneiden entstehenden hohen Temperaturen Veränderungen in Mikrostruktur und Eigenschaften aufweist. Dies äußert sich typischerweise in erhöhter Sprödigkeit, verringerter Festigkeit und gesteigerter Anfälligkeit für Korrosion oder Rissbildung.