
Was tun, wenn die Schneidwirkung nicht gut ist?
2025-04-22




Faserlaserschneidmaschinen sind in der modernen Fertigung unverzichtbar. Probleme wie schlechtes Schneiden bestimmter Materialstärken, ungleichmäßiger Luftdruck oder eine Fehlausrichtung des optischen Pfads können die Produktivität erheblich beeinträchtigen. Die rechtzeitige Lösung dieser Probleme ist entscheidend für die Aufrechterhaltung der Arbeitskontinuität und die Maximierung des ROI.
Dieser Leitfaden befasst sich mit häufigen Aftermarket-Problemen bei Faserlaserschneidmaschinen – schlechten Schneidergebnissen – und unseren strukturierten Lösungen, die Techniker dabei unterstützen, die Ursache effizient zu identifizieren. Mit Parameteranpassungen, Düsenoptimierung und systematischen Hardwareprüfungen können Anwender die optimale Leistung wiederherstellen und eine konsistente Ausgabe gewährleisten.
Beim Schneiden einer bestimmten Dicke von Kohlenstoffstahl ist die Schneidwirkung der Faserlaserschneidmaschine über einen bestimmten Zeitraum laut Kundenfeedback nicht gut.
Problemursachenanalyse:
1. Es muss mit dem Kunden bestätigt werden, ob nur die Dicke des Kohlenstoffstahls schlecht geschnitten wird oder ob alle Dicken des Kohlenstoffstahls schlecht geschnitten werden. Wenn nur eine Dicke oder die anderen Dicken kein Problem darstellen, muss im Allgemeinen nur ein neuer Parameter debuggt werden. Wenn die Schneidwirkung bei allen Dicken nicht gut ist, muss eine weitere Analyse durchgeführt werden:
2. Bei allen Dicken kann der Schnittzustand schlecht sein. Grundsätzlich können die Parameter, die Probleme verursachen, ausgeschlossen werden. Dazu ist eine grundlegende Untersuchung auf der Gesamtebene der Maschine erforderlich. Beispielsweise muss geprüft werden, ob der normale Betrieb gemäß den Spezifikationen abgeschlossen ist, ob ein Alarm vorliegt oder ob besondere Bedingungen wie mechanische Kollisionen vorliegen, die zu Funktionsschäden geführt haben.
3. Wenn die grundlegenden Überprüfungen abgeschlossen sind, müssen wir uns mit dem Gasproblem befassen!
Lösung:
1. Wenn Sie nur eine bestimmte Dicke der Schnittanomalie haben, ändern Sie einfach die Parameter, verwenden Sie die entsprechende Düse und stellen Sie die passende Geschwindigkeit, Gasart, Luftdruckwert und Fokuswert ein, um die besten Schnittergebnisse zu erzielen und zu sparen!
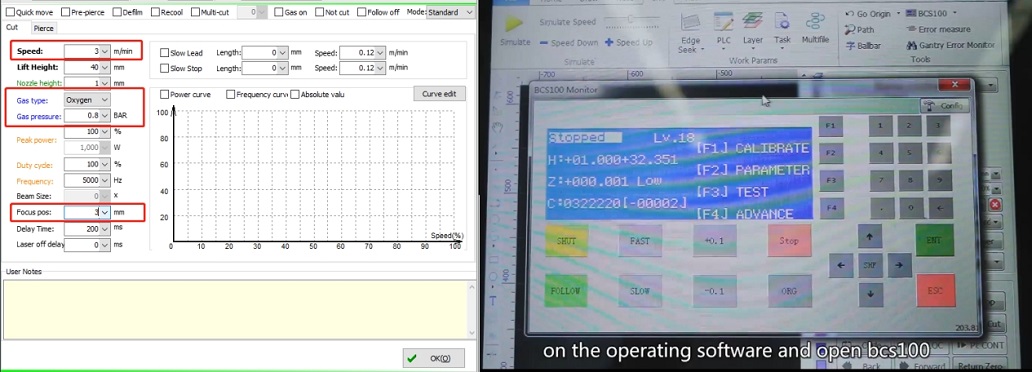
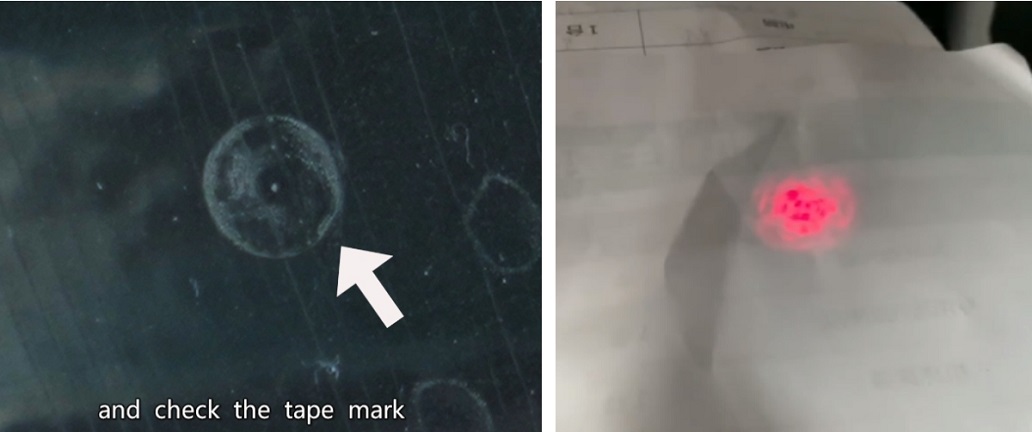
2. Wenn nicht alle Dicken gut geschnitten werden, müssen Sie den Kunden nach den Änderungen im Schneidprozess fragen, um die wichtigsten Informationen zu erhalten und die Untersuchung zu priorisieren. Andernfalls können Sie nur alle grundlegenden Punkte überprüfen, einschließlich der Frage, ob die Düsenauswahl richtig ist, ob die BCS100-Düsenkalibrierung abgeschlossen ist, ob der optische Pfad in der Mitte liegt, den Zustand des roten Lichts mit einem weißen Blatt Papier überprüfen, um festzustellen, ob die interne Linse des Laserkopfs sauber ist usw.
3. Wenn das Problem nach Abschluss aller täglichen grundlegenden Projektprüfungen weiterhin besteht, müssen Sie prüfen, ob der Ausgangsluftdruck des Sauerstoffmessgeräts der Faserlaserschneidmaschine 0,8 MPa beträgt und stabil ist, ohne dass Leckagen auftreten. Führen Sie ein Probeblasen durch, um zu prüfen, ob der Wert des Sauerstoffproportionalventils mit der Einstellung des Blasluftdrucks übereinstimmt. Bei einer Nichtübereinstimmung müssen Sie die Software der Faserlaserschneidmaschine auf unterschiedliche Luftdruckeinstellungen testen, die dem tatsächlichen Spannungswert der Software entsprechen, und dann den Druck mithilfe der Software korrigieren oder sich an den Hersteller wenden, um die Funktion des Proportionalventils auszuschließen. Wenn das Problem weiterhin besteht, muss der Sauerstoff entsprechend der Anforderung ausgetauscht werden, dass die Reinheit des zum Schneiden verwendeten Sauerstoffs über 99,95 % liegt.



