Wie schneidet man Edelstahl perfekt mit einem Faserlaserschneider?
2026-05-20




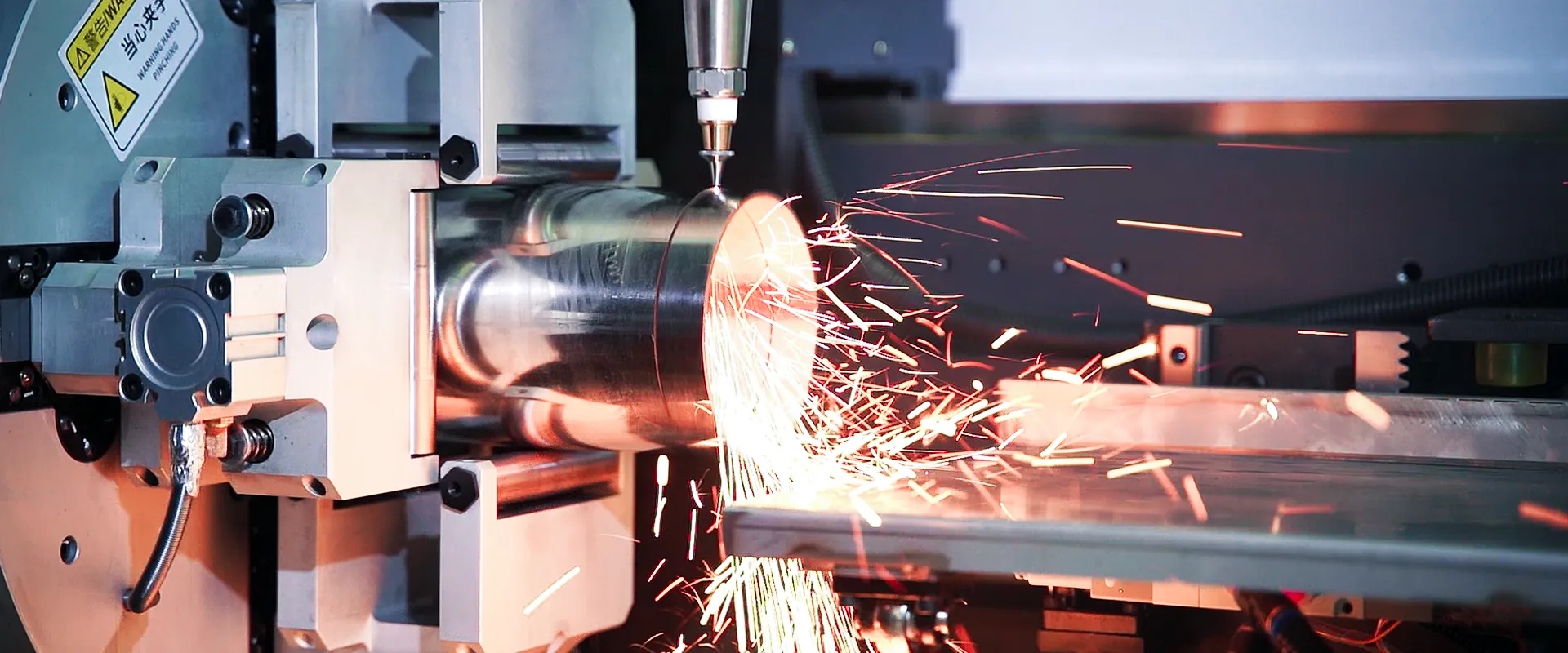
Beim Laserschneiden von Edelstahl treten häufig Probleme wie übermäßige Gratbildung, raue Kanten, starke thermische Verformung und geringe Schnittgeschwindigkeiten auf. Diese Probleme erhöhen nicht nur die Kosten nachfolgender Schleifprozesse, sondern beeinträchtigen auch die Produktqualität und Lieferzeiten.
Wenn Sie diese Probleme lösen möchten, lesen Sie diesen Blogbeitrag. Sie erfahren, wie Sie mit einem Faserlaserschneider eine höhere Schnittqualität bei Edelstahl erzielen.
Warum ist das Schneiden von Edelstahl so schwierig?
Im Vergleich zum Schneiden von Kohlenstoffstahl stehen Laserschneidmaschinen beim Schneiden von Edelstahl vor deutlich größeren Herausforderungen, vor allem aufgrund der folgenden Eigenschaften:
Hohe Wärmeleitfähigkeit: Edelstahl besitzt eine geringere Wärmeleitfähigkeit als Kohlenstoffstahl, wodurch sich Wärme im Schnittbereich leichter staut. Dies begünstigt zwar das Aufschmelzen des Materials, erhöht aber auch das Risiko einer übermäßig großen Wärmeeinflusszone und die Wahrscheinlichkeit von Schnittverformungen.
Hohes Reflexionsvermögen: Im Vergleich zu gewöhnlichem Kohlenstoffstahl weist Edelstahl eine geringere Laserenergieabsorption auf und erfordert eine höhere Stabilität der Prozessparameter.
Einfluss von Legierungselementen: Der Chromgehalt in Edelstahl führt zu einer hohen Reaktivität mit Sauerstoff bei hohen Temperaturen. Werden ungeeignete Schutzgase oder Parametereinstellungen verwendet, kann dies zu starker Oxidation und Verfärbung der Schnittfläche führen und die Korrosionsbeständigkeit des Materials beeinträchtigen.
Schlüsselfaktoren, die die Qualität des Laserschneidens von Edelstahl beeinflussen
1. Laserleistung
Die Leistung der CNC-Laserschneidmaschine ist der entscheidende Faktor für die Schneidleistung und Effizienz beim Bearbeiten von Edelstahl. Unzureichende Leistung kann zu unvollständigem Durchdringen oder zu geringen Schnittgeschwindigkeiten führen; höhere Leistung erhöht zwar die Geschwindigkeit, vergrößert aber auch die Wärmeeinflusszone und steigert das Risiko von Materialverformungen.
2. Schnittgeschwindigkeit
Die Schnittgeschwindigkeit beeinflusst direkt das Verhältnis zwischen Produktionseffizienz und Schnittqualität. Zu hohe Geschwindigkeiten verhindern den vollständigen Ausstoß des flüssigen Metalls, was zu Schlackenbildung am Schnittboden und Gratbildung führt; zu niedrige Geschwindigkeiten hingegen verursachen Überhitzung, vergrößern die Wärmeeinflusszone und erhöhen die Oberflächenrauheit.
3. Fokusposition
Die Position des Laserfokus bestimmt die Energiedichteverteilung des Strahls auf der Materialoberfläche und beeinflusst maßgeblich die Schnittbreite, die Oberflächenrauheit und die Gratbildung.
Beim Schneiden dünner Edelstahlbleche liegt der Fokus typischerweise an der Materialoberfläche oder etwas darüber, um einen schmalen Schnitt und eine glatte Oberfläche zu erzielen.
Beim Schneiden dicker Platten wird der Brennpunkt oft innerhalb des Materials platziert, um die Breite der Schmelzzone zu vergrößern und den Auswurf des geschmolzenen Materials zu verbessern.

4. Stickstoff vs. Sauerstoff: Welches Gas eignet sich besser zum Schneiden von Edelstahl?
Stickstoff und Sauerstoff sind gängige Hilfsgase beim Schneiden von Edelstahl, wobei es erhebliche Unterschiede in ihrer Schneidleistung und ihren geeigneten Anwendungsbereichen gibt.
Jedes System hat seine eigenen Vor- und Nachteile und eignet sich für unterschiedliche Anwendungsfälle:
| Vergleichsfaktor | Stickstoffschneiden | Sauerstoffschneiden |
| Schneidmechanismus | Das Material wird mit Laserenergie geschmolzen; Stickstoff bläst die Schlacke weg. | Das Material wird mithilfe von Laserenergie und der Wärme aus der Sauerstoff-Eisen-Reaktion geschmolzen. |
| Kantenqualität | Oxidfrei, glänzend, silberweiß; keine Nachbearbeitung erforderlich | Oxidierte Schicht, schwarz oder dunkelblau; erfordert Abschleifen zum Entfernen |
| Schnittgeschwindigkeit | Langsamer | Schneller |
| Benzinkosten | Höher | Untere |
| Schnittdicke | Mittlere und dünne Blätter | Kann auch dickere Platten schneiden |
| Schweißbarkeit | Ausgezeichnet; kann ohne Vorbehandlung direkt geschweißt werden. | Mangelhaft; die Oxidschicht muss vor dem Schweißen entfernt werden. |
| Beste Anwendungen | Produkte, die hohe Anforderungen an Aussehen und Schweißbarkeit stellen. | Dickblechbearbeitung, bei der das Aussehen nicht entscheidend ist und die Effizienz im Vordergrund steht |
Sauerstoff ist nur bei der Grobbearbeitung mit hohem Durchsatz wirtschaftlich rentabel, wenn das Aussehen der Schnittfläche und die Korrosionsbeständigkeit nicht von entscheidender Bedeutung sind.
5. Materialqualität
Die Materialeigenschaften des Edelstahlblechs sind ein entscheidender Faktor für die Schnittqualität. Unterschiedliche Edelstahlchargen können sich in chemischer Zusammensetzung, Oberflächenbeschaffenheit und Eigenspannungen unterscheiden, und diese Unterschiede verstärken sich beim Laserschneiden. Bleche mit starker Zunderbildung, Ölverschmutzung oder Kratzern neigen beim Schneiden zu Instabilität und lokalen Qualitätsschwankungen.
6. Düsenzustand
Der Düsendurchmesser, die Geometrie und die Konzentrizität der Düse beeinflussen direkt die Stabilität des Gasstrahls und die Effizienz des Ausstoßes des geschmolzenen Materials.
Die Düse muss sauber gehalten und regelmäßig überprüft werden. Eine beschädigte oder verformte Düse kann zu turbulenten Gasströmungen führen, die die Schnittqualität erheblich beeinträchtigen, und sollte daher umgehend ausgetauscht werden.

Wie man gratfreies Schneiden von Edelstahl erreicht
Gratfreies Schneiden ist eines der Kernziele bei der Edelstahlverarbeitung; es macht nachfolgende Schleifvorgänge überflüssig und verbessert die Produktionseffizienz deutlich. Um gratfreies Schneiden zu erreichen, ist eine umfassende Optimierung der folgenden Aspekte erforderlich:
1. Auswahl der geeigneten Düse
Wählen Sie zunächst die passende Düsengröße und das passende Düsenmodell anhand der Edelstahlstärke. Verwenden Sie beim Schneiden von Edelstahl mit Stickstoff unbedingt eine einlagige Düse. Prüfen Sie die Düse vor dem Laserschneiden von Edelstahl auf Beschädigungen und stellen Sie sicher, dass sie rund ist.
2. Laserleistung und Schnittgeschwindigkeit korrekt abstimmen.
Grate entstehen häufig durch ein Missverhältnis zwischen Leistung und Geschwindigkeit von Metalllaserschneidmaschinen . Bildet sich Schlacke am Boden, sollte die Geschwindigkeit entsprechend erhöht werden. Wird das Material nicht vollständig durchgeschnitten, muss die Geschwindigkeit reduziert werden. Parameteranpassungen sollten schrittweise vorgenommen werden.
3. Gasdruck und -reinheit kontrollieren
Das Schneiden mit Stickstoff erzeugt blanke, oxidations- und gratfreie Schnittkanten. Die Stickstoffreinheit sollte mindestens 99,99 % betragen, und der Druck ist entsprechend der Blechdicke anzupassen.
4. Korrekte Fokusposition sicherstellen
Falsche Fokuseinstellungen sind die häufigste Ursache für feine, gleichmäßige Grate. Bei Edelstahl unterschiedlicher Dicke muss die optimale Fokusposition durch Versuche ermittelt werden. Generell gilt: Je dicker das Blech, desto niedriger sollte der Fokus eingestellt werden.
AORE Laser ist spezialisiert auf die Forschung, Entwicklung und Fertigung von Hochleistungs-CNC-Laserschneidanlagen und bietet maßgeschneiderte Anlagen zum Schneiden von Edelstahl sowie Prozessunterstützung für metallverarbeitende Unternehmen weltweit. Kontaktieren Sie das Team von AORE Laser für eine Prozessanalyse und Empfehlungen zur Maschinenauswahl. Unsere Techniker empfehlen Ihnen die optimale Laserschneidlösung basierend auf Ihren spezifischen Bearbeitungsanforderungen und unterstützen Sie so bei der effizienteren und qualitativ hochwertigeren Bearbeitung von Edelstahl.

Häufig gestellte Fragen
Frage 1: Welches Gas eignet sich am besten zum Schneiden von Edelstahl?
A1: Für die meisten Anwendungen ist Stickstoff die beste Wahl zum Schneiden von Edelstahl. Er erzeugt oxidationsfreie, blanke Schnittkanten, die ohne Nachbearbeitung sofort verschweißt werden können. Sauerstoff sollte nur zur Erhöhung der Schnittgeschwindigkeit bei Blechen mit einer Dicke von mehr als 12 mm und wenn die Optik keine entscheidende Rolle spielt, in Betracht gezogen werden.
Frage 2: Warum hat mein Edelstahl nach dem Schneiden immer Grate?
A2: Gratbildung ist das häufigste Problem beim Schneiden von Edelstahl. Die Hauptursachen sind: unzureichende Laserleistung, zu hohe Schnittgeschwindigkeit, zu niedriger Gasdruck, ein zu hoch liegender Fokuspunkt oder eine beschädigte Düse. Sie können die Parameter nacheinander in dieser Reihenfolge überprüfen und anpassen.
Frage 3: Kann man Edelstahl mit einem CO2-Laser schneiden?
A3: Ja, ein CO2-Laser kann Edelstahl schneiden, aber nur, wenn es sich um ein leistungsstarkes Industriesystem handelt, das mit Hochdruck-Hilfsgas ausgestattet ist.
Frage 4: Wie genau ist das Laserschneiden?
A4: Die Toleranzen betragen typischerweise ±0,15 mm, abhängig vom Material und der Dicke.